






Hnyav plaub ntug Cnc Milling V1165
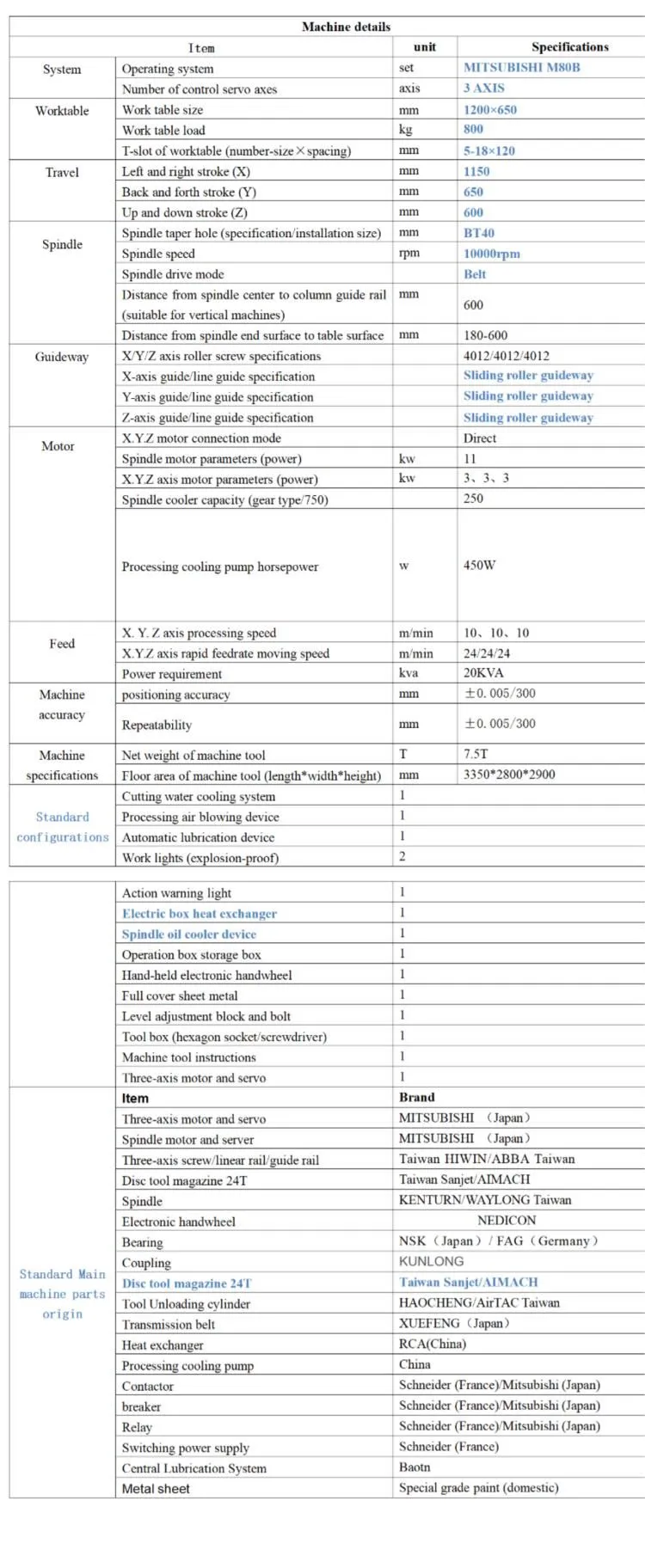
Tus naj npawb ntawm cov tswj servo axes axis 3 AXIS
Lub rooj ua haujlwm loj mm 1200 × 650
Lub rooj ua haujlwm hnyav kg 800
T-qhov ntawm lub rooj ua haujlwm (ntau qhov loj × qhov sib nrug) hli 5-18 × 120
Sab laug thiab sab xis stroke (X) mm 1150
Rov qab thiab rov qab stroke (Y) mm 650
Nce thiab down stroke (Z) mm 600
Spindle taper qhov (kev qhia tshwj xeeb / kev teeb tsa loj) mm BT40
Spindle ceev rpm 10000rpm
Spindle tsav hom Belt


Hnyav luag hauj lwm cnc milling V1165 kev kub ceev machining chaw
Peb-axis full-line rail, siab tshaj plaws khiav ceev ntawm 36 meters, nruab nrog 24T cuab yeej caj npab hom cuab yeej magazine, nqa ultra-ceev lub cuab tam hloov kev. Haum rau: batch qhov chaw, khoom precision ua
Specifications
Main configuration
Tswj system: Mitsubishi M80 / FANUC
Spindle: Luo Yi, kerturn, thiab lwm yam. (ntsuas los ntawm Taiwan)
Bearing: NSK (Nyiv)
Lub taub hau taub hau: HIWIN, THK (Taiwan)
Rail: HIWIN, THK (Taiwan)
Cooling system: roj txias
Spindle lub cev muaj zog: Mitsubishi
Spindle ceev: 12000
Cov cuab yeej magazine muaj peev xwm: 24T
Cov cuab yeej magazine hom: riam caj npab hom (servo)
Lub sijhawm hloov cuab yeej: 1.5
Tshuab cov ntsiab lus
Arm hom cuab yeej magazine
Tsis siv neeg thiab muaj txiaj ntsig cov cuab yeej hloov pauv ob npaug ntawm kev ua haujlwm
Cov cuab yeej hloov ceev hauv 1.5 vib nas this
Tag nrho servo tswj cuab yeej caj npab hom cuab yeej magazine nrog cov cuab yeej npaj muaj nuj nqi, ruaj khov thiab ua haujlwm tau zoo!

Cov cuab yeej siv ceev ceev yog siv los ua cov txheej txheem ua tau zoo dua! Thawj tuaj los ntawm Taiwan kom ruaj khov thiab txhim khu kev qha zoo!
10000 npm
High-speed mechanical spindle

Precision manufacturing
Qhov zoo ntawm cov cuab yeej siv tshuab yog ze ze rau theem ntawm kev sib dhos, peb nruj me ntsis tswj cov txheej txheem sib dhos
16 cov txheej txheem tshuaj xyuas
Tag nrho phau ntawv shoveling craftsmanship precision manufacturing|kev ua tau zoo


Vim li cas thiaj xaiv peb lub luag haujlwm hnyav cnc milling V1165?
Kev pabcuam tsis muaj kev txhawj xeeb
Imported qhov chaw
Precision sib dhos
Tsim tshiab
Nqi-zoo


FANUC 0iMF system kev daws teeb meem tsis ua haujlwm yam tsis muaj ntaub ntawv ceeb toom
Kev siv cov haujlwm kuaj mob
Tom qab CNC system ua tsis tiav, yog tias tsis muaj cov ntaub ntawv ceeb toom, qhov kev txiav txim txhaum cai tuaj yeem ua los ntawm lub kaw lus kuaj tshuaj ntsuam xyuas. Thaum qhov kev tshuaj ntsuam xyuas ntawm lub kaw lus yog qhov txawv txav ntawm lub tshuab cuab yeej, lub tswb ceeb toom thiab cov ntaub ntawv saib xyuas tau muab los ntawm kev kuaj mob ua haujlwm muab lub hauv paus rau kev txiav txim siab ntawm qhov txhaum.
Txheeb xyuas qhov yuam kev nrog kev kuaj mob ua haujlwm
Yuav siv cov ntaub ntawv kuaj mob zoo li cas los ntawm kev kuaj mob ua haujlwm los pab nrhiav thiab kho qhov tsis raug? Qhov no yuav tsum yog peb qhov kev txhawj xeeb loj tshaj plaws. Tom qab ntawd cia peb kawm paub siv qhov kev kuaj mob li cas los daws qee qhov kev ua txhaum zais uas feem ntau tshwm sim hauv kev xyaum.
(1) Thaum tus lej kuaj mob 000 yog 1, nws qhia tau hais tias lub kaw lus tab tom ua haujlwm pabcuam (M commands). Thaum lub sijhawm ua haujlwm pabcuam, No. 000 yuav nyob twj ywm ntawm 1 txog thaum lub teeb liab tuaj txog thaum lub luag haujlwm pabcuam tiav. Yog li ntawd, thaum lub sij hawm ua hauj lwm ntawm lub koom haum pab ua hauj lwm tshaj li ib txwm muaj nuj nqis, tej zaum nws yuav yog hais tias cov xwm txheej ntawm lub auxiliary muaj nuj nqi tsis tau raws li. Yog li ntawd, muaj qhov txawv txav yam tsis muaj lub tswb. Thaum tshawb nrhiav qhov txhaum, yog tias tus lej kuaj mob 000 yog 1, koj tuaj yeem tshawb xyuas thawj zaug seb lub tshuab cuab yeej ua kom tiav los ntawm kev pab cuam tau ua tiav.
Teeb meem tshwm sim: Thaum CNC tshuab cuab yeej nyob rau hauv lub tsis siv neeg ua hauj lwm lub xeev, thaum twg lub koom haum pab qhia ntawv M8 (txiav kua tshuaj tsuag) raug tua, cov kev pab cuam yuav tsis raug tua. Lub sijhawm no, txiav cov kua dej yog txau los ntawm cov raj xa dej, thiab lub kaw lus tsis muaj lub tswb nrov.
Kev kho: Hu rau qhov kev tshuaj ntsuam xyuas muaj nuj nqi, thiab pom tias tus lej kuaj mob {{{0}}} yog 1, uas txhais tau hais tias lub kaw lus ua haujlwm pabcuam, thiab cov haujlwm pabcuam ntawm kev txiav cov kua tshuaj txau tsis tau ua tiav. (Nws tsis tuaj yeem paub meej tias cov kua txiav tau raug txau rau hauv qhov system, qhov tseeb, cov kua txiav tau raug txau tawm). Raws li qhov tshwm sim, kuv tau tshawb xyuas cov khoom siv hluav taws xob thiab pom tias qhov hloov pauv tau nruab rau ntawm cov kav dej txiav kom paub meej tias cov kua txiav tau raug txau lawm. Thaum ua tiav cov lus txib M8 thiab lees paub tias cov kua dej txiav tawm, xyuas qhov chaw nkag hauv X2.2 ntawm qhov hloov pauv hauv cov teeb liab saib xyuas lub vijtsam ntawm PMC txoj haujlwm, thiab cov xwm txheej ntawm qhov taw tes no yog 0 (nws yuav tsum yog 1 thaum muaj cov tshuaj tsuag ), yog li qhov tsis ua haujlwm tuaj yeem txiav txim siab los ntawm qhov tsis ua haujlwm ntawm kev hloov pauv mus rau kev ua haujlwm ib txwm muaj thaum cov kua txiav tawm ib txwm tawm. Yog li ntawd, rov kho qhov rhiab heev ntawm qhov hloov pauv thiab cov roj nplua nyeem ntawm nws cov txheej txheem ua haujlwm kom tsis txhob muaj qhov cuam tshuam tsis zoo thiab ua kom ntseeg tau tias kev ua haujlwm. Tom qab ua cov kev kho mob saum toj no, ua haujlwm sim thiab teeb meem tua.
(2) Thaum kuaj tus lej 003 yog 1, nws qhia tau hais tias lub kaw lus tab tom kuaj xyuas seb qhov txav servo axis puas raug tso rau tus nqi hais kom ua. Thaum lub servo axis tsis ua tiav qhov tseeb, qhov kev kuaj mob tus lej 003 yuav yog 1 ntev.
Teeb meem tshwm sim: Lub tshuab CNC tshuab feem ntau nres tsis tau xav txog thaum lub sijhawm ua haujlwm tsis siv neeg. Tshwj xeeb tshaj yog tom qab Z-axis txav, muaj ntau qhov chaw nres. Tom qab qhov tshwm sim no tshwm sim, cov txheej txheem ua haujlwm yuav tsis raug tua dua, tab sis nws yuav raug tua dua tom qab ob peb kaum vib nas this, thiab qee zaum nws yuav tsis ua haujlwm, thiab lub tshuab cuab yeej yuav tsis xa tawm cov ntaub ntawv ceeb toom.
Kev Kho: Thaum tsis muaj cov ntaub ntawv ceeb toom, hu rau lub tshuaj ntsuam xyuas muaj nuj nqi, vam tias yuav nrhiav pom qhov tsis ua tiav. Thaum kuaj xyuas qhov kev tshuaj ntsuam xyuas kev ua haujlwm, nws pom tau tias tus lej kuaj mob 003 yog nyob rau hauv qhov chaw kuaj pom thiab lub teeb liab yog 1, yog li xyuas cov lus txib ntawm lub sijhawm tiag tiag thiab qhov tseeb ntawm qhov sib txawv ntawm txhua servo axis nrog tus lej kuaj 300, thiab nrhiav qhov real-time hais kom ua ntawm Z axis thiab qhov tseeb txoj hauj lwm sib txawv Tus nqi ntawm tus nqi yog 50 thiab qhov tso cai sib txawv tus nqi (nyob rau hauv-txoj hauj lwm dav) ntawm positioning yog teem los ntawm parameter 1826, uas yog hais tias, ntev li ntev raws li lub deviation ntawm cov lus txib ntawm lub sijhawm tiag tiag thiab qhov tseeb ntawm txhua qhov servo axis nrog kev kuaj mob tus lej 300 tsis tshaj qhov kev teeb tsa hauv parameter 1826 Yog tias tus nqi yog, lub kaw lus txiav txim siab tias qhov chaw ntawm lub servo axis tiav, txwv tsis pub, lub kaw lus txiav txim siab tias qhov chaw nyob. ntawm servo axis tsis ua tiav, yog li nws ua tiav qhov chaw rov ua haujlwm thiab kev ua haujlwm tsis tuaj yeem raug tua. Nyob rau hauv parameter 1826 ntawm lub tshuab no, Z-axis nyob rau hauv-txoj hauj lwm dav tus nqi yog 4, yog li qhov tseeb txoj hauj lwm sib txawv ntawm Z-axis yog ntau tshaj qhov nyob rau hauv txoj hauj lwm dav tus nqi teev los ntawm qhov parameter, yog li no tsis ua hauj lwm tshwm sim tshwm sim. Parameter 1825 yog servo voj nce ntawm txhua axis, thiab kev sib raug zoo nrog txoj hauj lwm sib txawv yog:
Txoj hauj lwm sib txawv=pub ceev / 60 × servo voj nce
Raws li cov qauv no, Z-axis servo voj nce tus nqi tuaj yeem raug txo kom tsim nyog, yog li txo tus nqi ntawm txoj haujlwm sib txawv. Tom qab ua qhov kev hloov kho kom tsim nyog rau qhov ntsuas 1825, txoj haujlwm sib txawv ntawm Z axis raug txo mus rau 1, uas yog, qhov kev sib txawv ntawm txoj haujlwm tsawg dua li qhov teeb tsa tus nqi ntawm qhov ntsuas 1826, thiab qhov txhaum raug tshem tawm.
(3) Thaum tus lej kuaj mob 005 yog 1, nws qhia tau hais tias lub kaw lus nyob rau hauv kev sib cuam tshuam ntawm txhua lub servo axis los yog qhov pib xauv lub teeb liab yog input, thiab lub teeb liab no txwv tsis pub txav ntawm txhua servo axis ntawm lub tshuab. cuab tam. Tag nrho cov axes ntawm lub tshuab cuab yeej lossis txhua lub servo axis tsis ua raws li qhov kev txav mus los, lossis yuav muaj qhov xwm txheej txaus ntshai yog tias servo axis txav. Thaum lub servo axis cuam tshuam cov teeb liab ntawm PMC hauv qab no yog 0, lub tshuab cuab yeej nkag mus rau hauv lub xeev servo axis interlock, uas yog, kev txav mus los yog txwv:
G8.
6130.0 ( Txwv tsis pub txav ntawm thawj servo axis txhais los ntawm lub system)
6130.1 (Txwv tsis pub txav ntawm qhov thib ob servo axis txhais los ntawm lub kaw lus)
6130.2 (Txwv tsis pub txav ntawm qhov thib peb servo axis txhais los ntawm lub kaw lus)
6130.3 (Txwv tsis pub txav ntawm plaub servo axis txhais los ntawm lub kaw lus)
6132.
6132.1 (Txwv tsis pub txoj kev taw qhia zoo ntawm qhov thib ob servo axis txhais los ntawm lub kaw lus)
6132.2 (Txwv tsis pub lub zog zoo ntawm peb servo axis txhais los ntawm lub cev)
G132.3 (Txwv tsis pub lub zog zoo ntawm plaub servo axis txhais los ntawm lub cev)
6134.
6134.1 (Forbidden txav mus rau qhov tsis zoo ntawm lub thib ob servo axis txhais los ntawm lub system)
G134.2 (Txwv tsis pub lub zog ntawm peb servo axis txhais los ntawm lub kaw lus nyob rau hauv qhov kev coj tsis zoo)
6134.3 (Qhov thib plaub servo axis txhais los ntawm lub kaw lus txwv tsis pub txav mus rau qhov tsis zoo)
Teeb meem tshwm sim: Thaum lub sijhawm ua haujlwm tsis siv neeg ntawm lub tshuab CNC machining tshwj xeeb, thaum qhov kev pab cuam ncav cuag G 90G01Z0;, nws nres tsis muaj laj thawj. Ua ib qho system rov pib dua thiab rov pib qhov kev ua haujlwm, thiab nws tseem yuav ua rau G 90G01Z0; nyob rau hauv qhov kev pab cuam no, lub lag luam yuav nres. Lub sijhawm no, tsis muaj lus ceeb toom.
Kev Kho: Thaum tsis muaj cov ntaub ntawv ceeb toom, hu rau lub tshuaj ntsuam xyuas muaj nuj nqi, vam tias yuav nrhiav pom qhov tsis ua tiav. Thaum kuaj xyuas qhov kev tshuaj ntsuam xyuas muaj nuj nqi, nws pom tias qhov kev kuaj mob No. 005 system yog nyob rau hauv kev sib cuam tshuam ntawm txhua servo axis los yog qhov pib xauv teeb liab yog input li 1. Yog li xyuas cov servo axis interlock teeb liab ntawm PMC saum toj no, thiab pom tias 6130.0 yog 0, thiab Z axis yog thawj axis txhais hauv lub cev. Txheeb xyuas daim duab ntaiv kom pom qhov laj thawj yog vim li cas lub kauj 130.0 tsis tuaj yeem qhib. Thaum kawg, tau pom tias lub turret tau nqa. Cov xwm txheej ntawm qhov nce / nqis nrhiav pom qhov sib thooj yog 1 tib lub sijhawm, kev tshuaj xyuas pom tias lub turret tiag tiag poob rau hauv qhov chaw, thiab qhov sib thooj hloov pauv uas tau tsa los xyuas tau stained nrog cov ntaub ntawv hlau thiab xa tawm cov teeb liab tsis tseeb, yog li qhov kev pabcuam PMC tau txiav txim siab txog kev nyab xeeb ntawm Z axis Qhov kev txav mus los tsis ua raws li. Tom qab ntxuav qhov sib thooj hloov, lub kauj 6130.0 yog teem rau 1, lub xeev interlocking ntawm Z axis raug tso tawm, thiab qhov txhaum raug tshem tawm.
(4) No. 350 tswb, uas yog tshwm sim los ntawm ib tug txawv txav nyob rau hauv lub tswj ib feem ntawm ib tug serial mem tes encoder. Nyob rau lub sijhawm no, lub tswb xwm txheej tshwm sim los ntawm tus lej kuaj mob 202 thiab 204 hauv kev kuaj mob tuaj yeem siv los txiav txim seb qhov ua rau tsis ua haujlwm.
(5) No. 351 tswb, uas yog tshwm sim los ntawm ib tug txawv txav kev sib txuas lus ntawm ib tug serial mem tes encoder thiab lub module. Lub sijhawm no, lub tswb xwm txheej tshwm sim los ntawm tus lej kuaj mob 203 hauv kev kuaj mob muaj nuj nqi tuaj yeem siv los txiav txim seb qhov ua rau tsis ua haujlwm.
(6) No. 400 tswb, uas yog tshwm sim los ntawm overheating ntawm lub servo module los yog servo lub cev muaj zog kuaj pom los ntawm lub system. Nyob rau lub sijhawm no, lub tswb xwm txheej tshwm sim los ntawm tus lej kuaj mob 200 thiab 201 hauv kev kuaj mob muaj nuj nqi tuaj yeem siv los txiav txim siab qhov ua txhaum cai.
(7) Alarm No. 414 yog tshwm sim los ntawm qhov txawv txav ntawm lub servo module lossis servo motor. Lub sijhawm no, koj tuaj yeem siv lub tswb ntsuas pom los ntawm tus lej kuaj 200, 201 thiab 204 hauv kev kuaj mob ua haujlwm, thiab lub tswb nrov tshwm sim los ntawm LED ntawm lub servo module los txiav txim siab qhov laj thawj ntawm qhov ua txhaum.
(8) Alarm No. 416 yog tshwm sim los ntawm kev tsis sib txuas lossis luv luv ntawm lub teeb liab ntawm qhov chaw ntes. Nyob rau lub sijhawm no, lub tswb xwm txheej tshwm sim los ntawm tus lej kuaj mob 200 thiab 201 hauv kev kuaj mob tuaj yeem siv los txiav txim seb qhov ua rau qhov ua txhaum.
(9) No. 417 tswb yog tshwm sim los ntawm qhov txawv txav ntawm qhov system servo parameter teeb tsa. Nyob rau lub sijhawm no, lub tswb xwm txheej tshwm sim los ntawm tus lej kuaj mob 203 thiab 280 hauv kev kuaj mob tuaj yeem siv los txiav txim seb qhov ua rau qhov ua txhaum.
(10) Tswb No. 749 yog tshwm sim los ntawm qhov txawv txav ntawm lub spindle servo module. Lub sijhawm no, lub tswb xwm txheej tshwm sim los ntawm tus lej kuaj mob 408 hauv kev kuaj mob muaj nuj nqi tuaj yeem siv los txiav txim seb qhov ua rau qhov ua tsis tiav.
(11) No. 750 tswb, uas yog tshwm sim los ntawm spindle servo module tsis ncav cuag lub qub pib lub xeev thaum lub serial spindle system yog powered on. Nyob rau lub sijhawm no, lub tswb xwm txheej tshwm sim los ntawm tus lej kuaj mob 409 hauv kev kuaj mob muaj nuj nqi tuaj yeem siv los txiav txim siab qhov laj thawj ntawm qhov ua txhaum.
3. Tsis tuaj yeem khiav ntawm tes log
Yog hais tias lub handwheel khiav tsis tau, tej zaum yuav muaj cov laj thawj hauv qab no:
Lub servo tsis qhib (tsis npaj).
Lub tshuab hluav taws xob tes mem tes tsis raug txuas nrog lub built-in I / O interface lossis I / O module.
Qhov I/O Txuas ntawm built-in I/O interface lossis I/O module tsis raug faib lossis tsis raug faib kom raug.
Cov teeb liab cuam tshuam tsis yog cov tswv yim vim qhov teeb meem kev teeb tsa tsis raug.
Siv cov kev ntsuas:
1) Xyuas seb lub LED zaub ntawm lub servo amplifier puas yog "0". Yog tias tus lej uas tsis yog "0" tshwm sim, nws txhais tau hais tias lub servo tsis qhib.
2) xyuas seb lub cable puas tawg lossis luv luv;
3) xyuas seb lub log tsheb puas ua haujlwm tsis zoo (txawm tias lub teeb liab ntawm tes mem tes lub tshuab hluav taws xob puas yog)
4) Txheeb xyuas I / OLink kev faib tawm ntawm I / O module
5) Txheeb xyuas qhov tsis muaj thiab cov teeb liab tawm tswv yim
Hauv kaum sab laug ntawm CRT, xyuas tias CNC raws li txoj cai yuav tsum nyob rau hauv HND raws li txoj cai, txwv tsis pub, txoj kev xaiv tsis raug. Ntxiv mus los ntawm PMC kev kuaj mob muaj nuj nqi (PMCDGN) saib hom xaiv: hom handwheel yog G0043 "MD4=1, MD2=0, MD0=0"
Tshawb xyuas lub tes taw pub axis xaiv teeb liab. Tshawb xyuas lub handwheel feedrate override xaiv. PCDGN ntawm PMC yuav lees paub lub teeb liab: G0019 MP2 thiab MP1 khoom.
MPG pub ntawm indexing axis ntawm lub rooj indexing tsis tuaj yeem raug tua.
Cim npe nrov: hnyav luag hauj lwm cnc milling v1165, Tuam Tshoj, lwm tus neeg, manufacturers, hoobkas, nqe, kev muag khoom, ua nyob rau hauv Suav teb
Koj Tseem Yuav Zoo Li






Xa kev nug